欢迎访问安徽森科新材料有限公司 官网!
地址:中国安徽合肥经开区天都路179号
电话:15256050120(刘先生)
电话:13905510234(张先生)
固话(传真):0551-63621853
工业事产石膏资源综合利用
钛石膏
一、钛石膏
钛石膏是硫酸酸解钛铁矿(FeTiO3矿石基本是攀枝花矿)生产钛白粉时的工业废渣。其主要化学成分为二水石膏(即β-CaSO4·2 H2O)。
2010年3月9日受江苏镇江市环境保护局新区分局委托,中国环境科学研究院固体废物污染控制技术研究所对江苏太白集团有限公司产生的工业副产钛石膏废渣进行了固体废物危险特性鉴别,同时进行了化学分析。经过样品的腐蚀性分析,浸出毒性分析和毒性物质含量分析,综合判断样品不属于危险废物。其经550℃煅烧后,它的主要化学组成如下所示:
表1 江苏太白集团有限公司钛石膏主要化学成分分析(%)
|
成 份 |
SO3 |
Cao |
Fe2O3 |
Ti2O3 |
SiO2 |
Al2O3 |
MnO |
MgO |
|
含 量 |
44.85 |
36.54 |
12.4 |
3.32 |
1.53 |
1.0 |
0.14 |
0.1 |
从表上可知:SO3 CaO含量达81.39%,对照相关标准是符合其原料组成基本含量的要求,但是Fe2O3等杂质含量为18.25%。由于国民经济的发展需要,钛白粉市场的生产空间较大,据业内人士初步测算我国每年排放钛石膏废渣约1700万吨,除少量用于水泥缓凝剂和土壤改良剂外,它的绝大部分为填埋,占用大量土地资源,对环境保护产生较大负面效应。
 |
|
|
|
二、解决方案
1、原料
钛石膏为钛白粉副产特,自由水含量在40%左右,颜色为浅红色。
2、产品设计
钛石膏可加工成为石膏砌块、粘结石膏、粉刷石膏、石膏隔墙板、石膏模盒等。
3、 生产线规划
1) 根据产品需求,设计钛石膏煅烧线:1、年煅烧50万吨石膏粉生产线一条,用于:石膏砌块、石膏隔墙板、石膏模盒生产;粉刷石膏。
2) 为提高产品品质,建议配套增设粉磨生产线,将半水石膏磨至120目。
3) 砌块生产线、粘结石膏粉生产线。
4) 石膏模盒生产线设。
5) 石膏隔墙板线。
6) 石膏粉烘干、煅烧烘干均需要热源,根据原料特性整个生产工艺采用中温烘干+低温煅烧的二步工艺流程,热源为燃煤热风热源。石膏原料经铲车喂入前置系统,经打散、计量、除铁输送到烘干机烘干,合格的半成品经输送筛分后再经提升机提到半成品仓;经原料计量再经提升机输送进入沸腾炉煅烧系统,合格产品经冷却或球磨机粉磨经链式输送到提升机送入三个沉化仓进行72小时沉化处理。
三、主要工艺流程
一、钛石膏除铁工艺流程
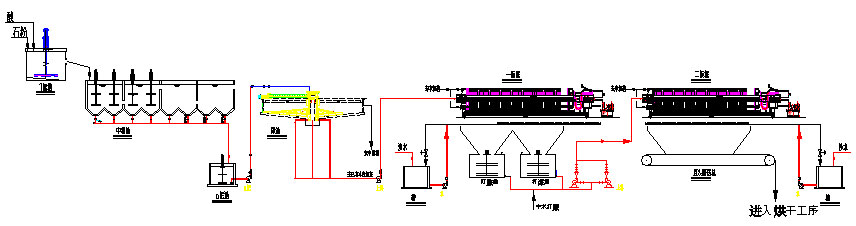
方案(一)
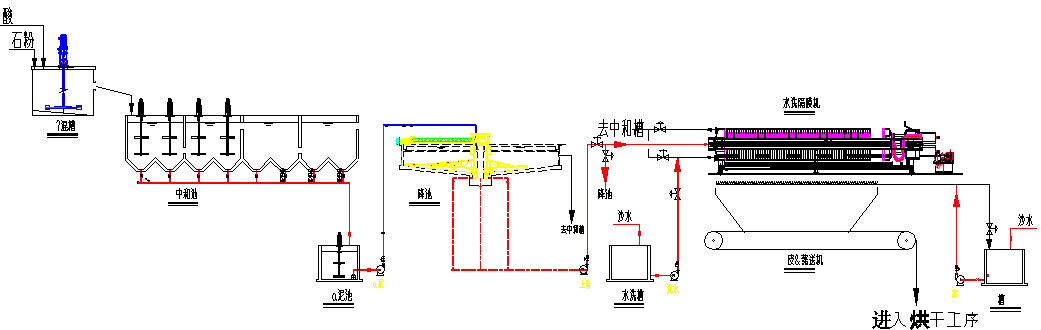
方案(二)
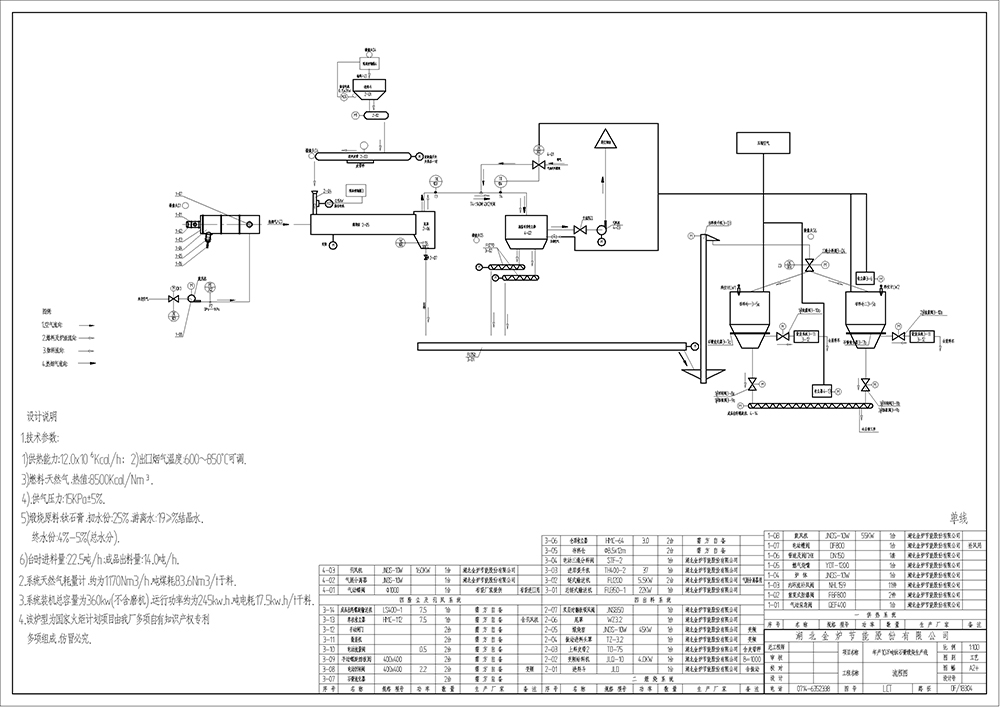
2、烘干、煅烧工艺流程
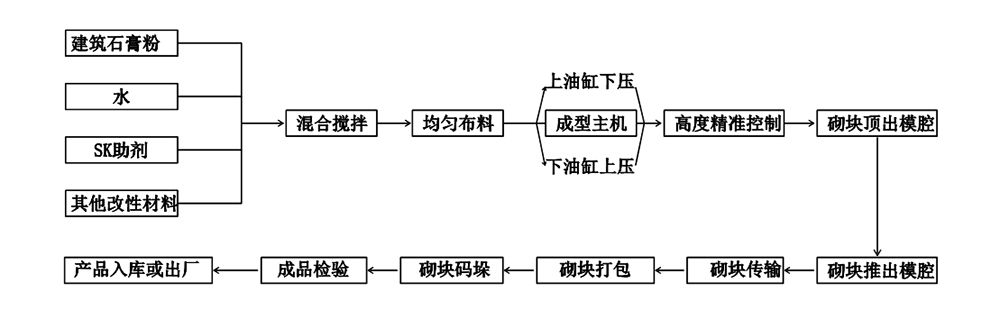
3、半干法石膏砌块工艺流程
四、工艺总述
(一)煅烧工艺
根据原料特性整个生产工艺采用中温烘干+低温煅烧的二步工艺流程,热源为燃煤热风热源。烘干采用国内节能三筒烘干机设备,煅烧系统采用国内节能设备石膏专用沸腾炉设备;石膏原料经铲车喂入前置系统,经打散、计量、除铁输送到烘干机烘干,烘干机的煅烧余热+热风换热节能热源组成,合格的半成品经输送筛分后再经提升机提到半成品仓,筛分主要是筛掉不符合煅烧的杂质;经原料计量再经提升机输送进入沸腾炉煅烧系统,合格产品经冷却或球磨机粉磨经链式输送到提升机送入三个沉化仓进行72小时沉化处理,陈化仓内均装有除尘、料位、均化系统,仓顶除尘吸出多余热量,均化系统在均化的同时并防止成品结块。
从原料的预处理开始,烘干、粉碎、煅烧、粉磨改性、陈化、储存,包装等工序做到工艺布置安全、流畅、合理、美观,生产线全系统负压运行,环保设置符合国家一类环保地区标准;保障生产产品质量的恒定如一。
分系统简介
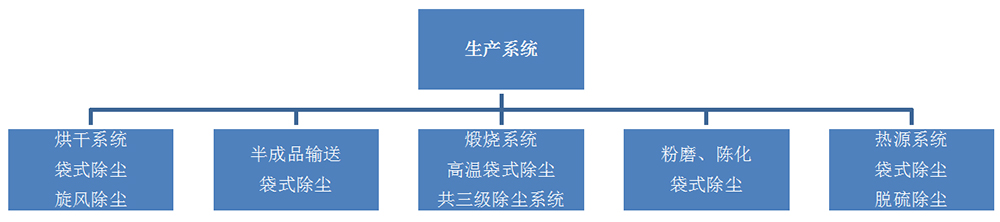
整个生产分为预处理烘干、粉磨、煅烧、球磨改性、陈化均化、包装、自动控制、热源、电力、生产实验十个部分进行规划。
预处理烘干工段:初水≤25%的石膏原料经铲车喂入二个3吨小料仓后,经除铁器去除铁质计量输送至粘土破碎机,打散因原料堆积造成的块状原料,并按比例计量添加剂和原料混合,再经输送送至三筒烘干机,烘干后的原料附着水控制在≤2%,供下工序应用,除尘系统选用旋风除尘+耐高温耐腐蚀防粘接布袋二级除尘,除尘后粉尘排放浓度30mg/m³;原料制备烘干系统采用二个系统,热源共用的方式,热源由燃煤热风炉+煅烧燃煤热风炉余热构成。
粉磨、混合工段:石膏原料烘干后>60目的半成品影响后工序煅烧,烘干后的半成品进入粉磨设备进行粉磨、混合,半成品细度更符合产品要求。
煅烧系统:石膏煅烧沸腾炉设备采用的是低温煅烧工艺,产品质量可精确控制在初终凝时间误差20秒以内,并可具要求在一定范围内调整初终凝时间,热源完全利用煤导热油锅炉。除尘系统选用流化板脉冲除尘+旋风除尘+耐高温耐腐蚀防粘接、防结露布袋三级除尘系统,除尘后粉尘排放浓度30mg/m.
整个系统由石膏煅烧专用沸腾炉系统、热源系统、计量系统、输送系统、温控系统、除尘系统构成
粉磨、改性:球磨(或粉磨)是改善脱硫石膏颗粒级配的有效手段。试验结果表明,球磨使石膏中二水石膏晶体规则的板状形貌和均匀的尺度遭到破坏,其颗粒呈现柱状、板状、糖粒状等多样化。这种对颗粒形貌和级配的改善,提高了磷石膏胶结材的流动性,使其标准稠度水固比大大降低,解决了硬化体孔隙率高、结构疏松的缺陷。粉磨、改性后的产品细度粒径更小,沉化时成品三项转化更均匀,通过粉磨成品强度得到不同程度的提高。
陈化均化:煅烧出的产品,其物相组成不稳定、内含能量较高、分散度大、吸附活性高,从而出现熟石膏的标稠需水量大、强度低及凝结时间不稳定等现象。通过设置三个陈化仓和仓内活化系统,陈化时间为72小时,改善以上所述产品缺陷。并通过转仓的方式进一步对产品进行均化。
包装:包装可分为散装、自动包装和自动装车二个系统进行规化。包装产量100吨/小时,装车可分为四个自动装车道装车。
实验:生产过程的控制始终以实验参数指导生产的全过程,包括原材料的检验、各生产过程的实验、出厂成品的检验等环节,实验室配备全套分析化验实验仪器。
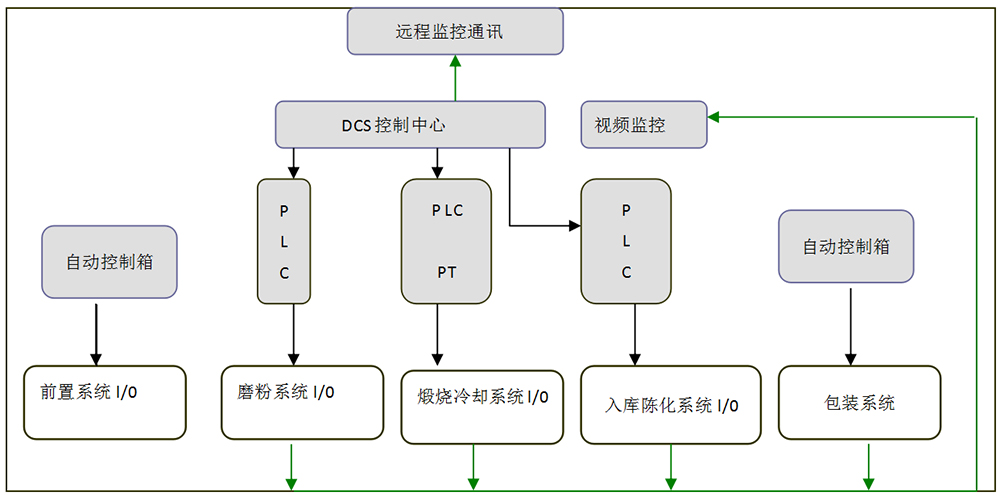
自动化控制:自动化控制始终贯穿生产的全过程,物料的精确计量、温控的调整、仓储的料位和称重等均有工控机系统完成,控制系统如下车前所示
热源供给:以煤为热源的洁净热风供热系统,选用燃煤直热风炉技术,可根据下游产品需要选用间接热热风炉,热风应用中低温区间,温控恒定,温差控制在煅烧温度±50C区间,产品质量相对稳;燃煤直热风炉燃烧充分,燃烧后SO2 含量900mg/m3,符合国家标准;如采用间接换热方式,需装配脱硫系统。煅烧选用直热风,烘干选用煅烧余热+一部分直热风混合使用,最大限度节约能耗。
电力供应系统
生产车间设控制中心,车间电缆线路敷设主要采用电缆地沟、电缆桥架、穿钢管敷设方式。照明与动力分别供电,照明系统用电单独核算。生产照明主要采用新型高效节能防爆灯。
生产线特点
节能降耗、工艺简洁、自动控制减少用工;
整条生产线全自动工控,数据化程控生产,产品质量稳定;
质量调整简单,据市场要求随意调整产品的物理指标,并可在生产过程中调节;
节约能源,整线采用现今国内节能降耗设备,烘干采用高效烘干设备—二筒烘干机并配备煤沸腾炉热源,输送全采用板链提升及链式水平输送设备,煅烧系统采用现今国内最节能设备—石膏专用沸腾炉生产。综合能耗比传统设备节约30%以上。
生产线负压运行,环保达保家一类地区环保标准.
环保设置:
除尘因原料的烘干、输送、锻烧、热源系统、包装过程中会产生大量粉尘,粉尘的主要成份是石膏粉,采用合理的工艺流程和选择用先进的设备,是控制粉尘、安全生产的主要步骤;并对无法密闭的扬尘点进行抽吸,经过除尘设备静化再排出室外,保证工作环境达到规定标准。
除尘系统设置
烘干、锻烧系统各设置一套耐高温、防结露、防粘结脉冲袋式除尘+旋风尘设备;排放标准达国家一类环保地区环保标准,排放浓度小于30mg/m3
除尘系统示意图
自动控制
DCS系统在工业生产过程中被广泛使用,目前兴建或改造的大中型石膏粉生产线中采用了PLC控件、系统界面软件组成DCS 自动控制系统,我们选用了远程数据模块和工业计算机以及相应的本地I/O 设备来完成自动化控制。生产系统按石膏粉生产工艺过程要求分为4大功能子系统,共有系统流程主画面、系统称量称重界面、历史参数界面、打印界面四个操作界面组成。
(二)成型工艺
经煅烧陈化后的建筑石膏粉,配比其他材料和工业废渣,首先由电气控制系统完成物料自动上料、自动计量,通过配料系统和自动供水系统完成物料配合比;2、配料完成后,料槽在轨道上边移动边搅拌至第一台成型砌块主机位置,将浆料倒入模腔内;3、然后再通过自动上料、计量、供水、料槽边移动边搅拌,将浆料浇注到第二、第三、第四台成型砌块主机模腔内;4、待第一、第二、第三、第四台成型砌块主机模腔内的浆料分别初凝后,由液压系统分别控制完成刮料、顶升;5、再由移动行车及机械手将产品移位堆放至摆渡车送至烘干窑;6、液压刮浆时的余料及时通过机械系统自动回收至储水槽,与储水槽内的水混合后待用,往复动作、连续生产。
生产过程中,成型砌块主机固定,计量准确,移动搅拌浇注定时、定点、定位,电气控制,无需人工组模、脱模,采用液压顶升系统,节省劳动力,节约资源,使生产工艺连续化、规模化、自动化。
 |
|
|
|
|